We are experiencing a manufacturing revolution like never before.
Imagine a world where machines and humans collaborate seamlessly, products are tailored to individual needs, and every aspect of production is optimized for efficiency.
It’s not science fiction; it’s the digital transformation in manufacturing known as Industry 5.0.
Hold on a moment. Did you know the global market for Industry 4.0 applications is predicted to nearly triple between 2021 and 2029?
Now, picture what Industry 5.0 can achieve with its integration of Information Technology (IT) on an unprecedented scale.
With this blog post, let’s understand what is Industry 5.0 in detail, and also discuss how it is reshaping the manufacturing landscape.
Join us as we unravel the evolution of manufacturing, from the earliest industrial eras to the dawn of Industry 5.0, and discover why embracing this digital revolution is no longer an option but a necessity for manufacturers worldwide.
Transform your manufacturing future with seamless IT integration and innovation.
Historical Context
To understand the significance of digital transformation in manufacturing, we must first look back at the journey that has brought us here. The historical context of manufacturing is a testament to the human drive for progress.
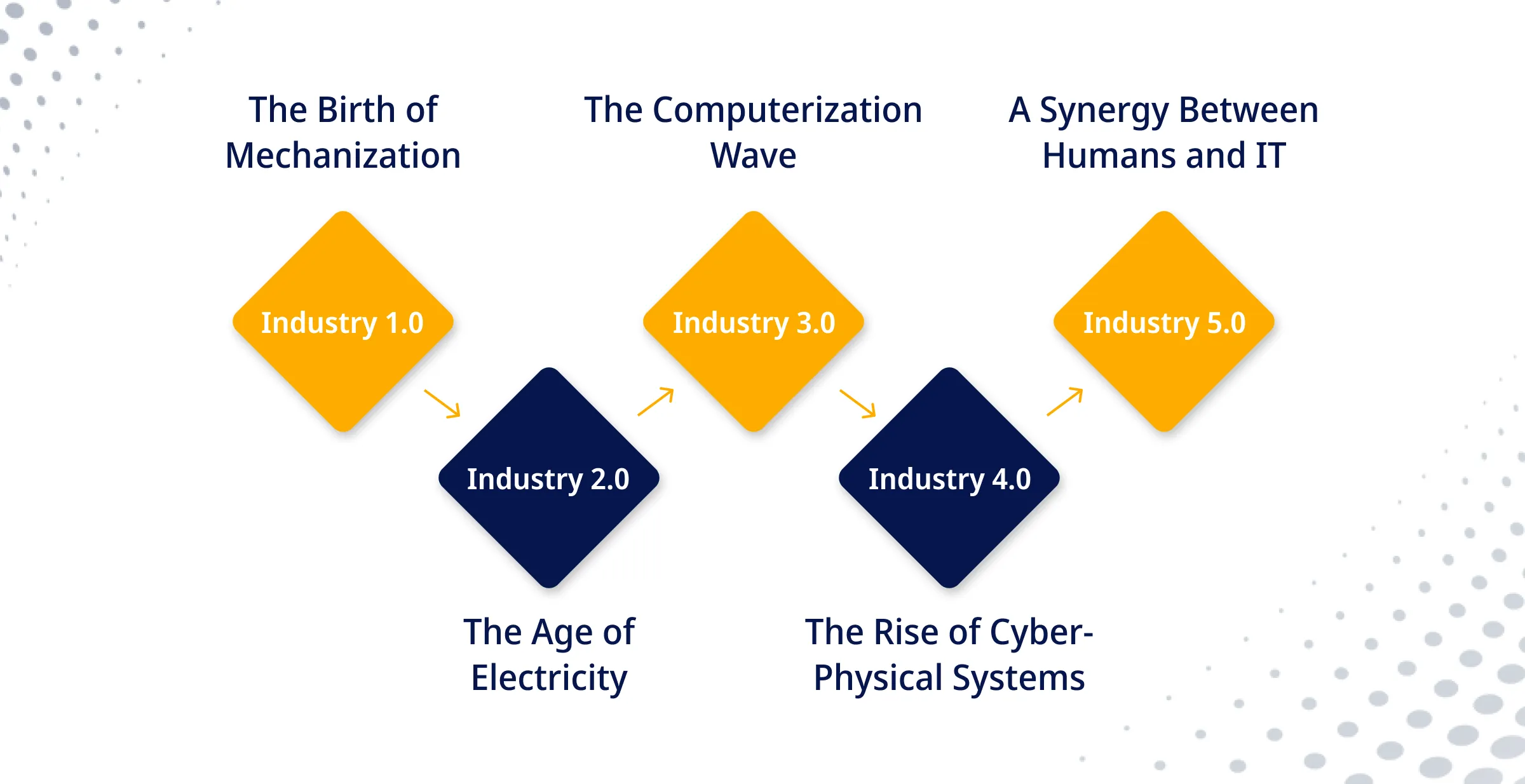
Industry 1.0: The Birth of Mechanization
In the early 19th century, the world witnessed the birth of the first industrial revolution.
This era, known as Industry 1.0, saw the mechanization of manual tasks through water and steam power.
Factories emerged, and manufacturing took its first steps toward mass production.
Industry 2.0: The Age of Electricity
As the 19th century progressed, electricity became the driving force behind Industry 2.0.
It brought about significant advancements in manufacturing, including the assembly line and electrical power distribution.
Factories became more efficient, and products became more affordable.
Industry 3.0: The Computerization Wave
The late 20th century marked the arrival of Industry 3.0, where computers and automation began to dominate manufacturing.
This digital transformation introduced programmable logic controllers (PLCs) and computer-aided design (CAD) systems, streamlining production processes and boosting precision.
Industry 4.0: The Rise of Cyber-Physical Systems
In recent decades, Industry 4.0, often referred to as the fourth industrial revolution, ushered in cyber-physical systems.
It combined the physical and digital worlds, using technologies like the IoT and artificial intelligence (AI) to create smart factories.
Automation, data exchange, and real-time communication became the norm.
Now, we find ourselves on the cusp of Industry 5.0 manufacturing, the next chapter in this journey. It’s not just about automation but about harmonizing human expertise and technology.
As we delve into the digital transformation in manufacturing, it’s clear that each phase in history has set the stage for the one that follows.
In this ever-evolving landscape, Industry 5.0 promises a synergy between humans and IT that will redefine how we manufacture products, setting the stage for the industry’s future.
Also read: Digital Transformation Strategies & Benefits For Your Business
The Core of Industry 5.0: IT’s Role
At the heart of the digital transformation in manufacturing lies the indispensable role of Information Technology (IT).
Industry 5.0 isn’t just about machines replacing humans; it’s about machines and humans working together perfectly, with IT acting as the bridge between them.
Also read: How Artificial Intelligence Is Redefining Success Of Digital Transformation Strategies?
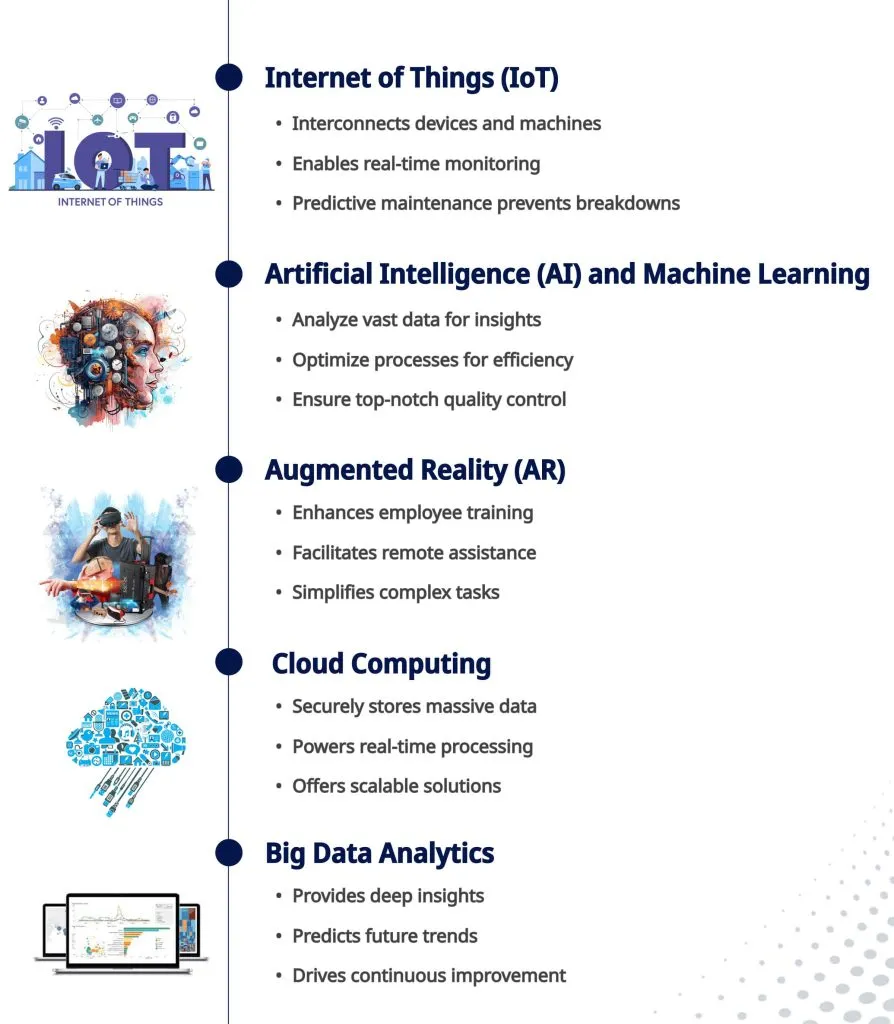
Internet of Things (IoT):
- Data Connectivity: IoT is all about interconnecting devices and machines on the internet. Everything from factory floor machines to delivery trucks has the potential to incorporate sensors and connect to a central network in manufacturing.
- Real-Time Monitoring: These sensors continuously collect and transmit data, providing real-time insights into the condition and performance of equipment.
Manufacturers can monitor the health of machinery, identify issues early, and take preventive actions to reduce downtime.
- Predictive Maintenance: IoT enables predictive maintenance by analyzing historical data to predict when equipment will likely fail. This allows manufacturers to schedule maintenance proactively, preventing costly breakdowns.
Lead the industry 5.0 wave with cutting-edge IT solutions.
Artificial Intelligence (AI) and Machine Learning:
- Data Analysis: AI and ML algorithms can analyze vast datasets generated by IoT sensors. An AI development services company can identify patterns, anomalies, and trends that may not be apparent to humans.
- Optimization: These technologies can optimize production processes by adjusting variables in real-time to maximize efficiency and minimize waste. For example, they can fine-tune machine settings to achieve the highest output with minimal energy consumption.
- Quality Control: AI-driven vision systems can accurately inspect products for defects. They can identify even the slightest imperfections, ensuring only high-quality goods are produced.
Augmented Reality (AR):
- Enhanced Training: AR can be used to train employees, especially in complex manufacturing processes. Workers can wear AR headsets that provide step-by-step instructions, reducing the learning curve and the chances of errors.
- Remote Assistance: In cases where expertise is needed but not physically present, AR allows remote experts to provide guidance. Technicians on-site can use AR to receive real-time instructions, improving troubleshooting and maintenance efficiency.
- Visualization: AR overlays digital information onto the physical world, making it easier for workers to understand complex machinery, assembly processes, or layouts.
Also read: Top 12 Virtual And Augmented Reality Companies Of 2023
Cloud Computing:
- Data Storage: Cloud computing offers a scalable and cost-effective solution for storing the enormous amounts of data generated in manufacturing. Users can securely access this data from anywhere, making collaboration easier for teams across different locations.
- Data Processing: Cloud platforms provide the computational power needed to process large datasets and perform complex analyses. This is crucial for real-time decision-making and running AI and machine learning algorithms.
- Scalability: Manufacturers can scale their IT resources up or down as needed, allowing them to adapt to changing demands without major infrastructure investments.
Big Data Analytics:
- Data Insights: Big data analytics enables manufacturers to gain deep business insights. They can identify inefficiencies, track product performance, and understand customer preferences.
- Predictive Analytics: By using AI for manufacturing industry and analyzing historical data, manufacturers can predict future trends and make informed decisions. For instance, they can forecast demand and adjust production accordingly, reducing excess inventory.
- Continuous Improvement: Big data analytics fosters a culture of constant improvement. It helps manufacturers identify areas for optimization, leading to increased productivity and cost savings.
These technologies work in synergy to redefine manufacturing in Industry 5.0. They empower manufacturers with real-time data, predictive capabilities, and enhanced human-machine collaboration.
The digital transformation in manufacturing is not just about automating tasks but about leveraging the power of IT to achieve unprecedented levels of efficiency, customization, and competitiveness. Industry 5.0 represents a new era where IT is not just a tool but the very essence of manufacturing innovation.
Also read: Digital Transformation: Top Strategies For Modernizing Your Business
Benefits and Challenges
The journey of digital transformation in manufacturing, particularly in Industry 5.0, presents a landscape filled with both opportunities and hurdles. Let’s explore these in detail:
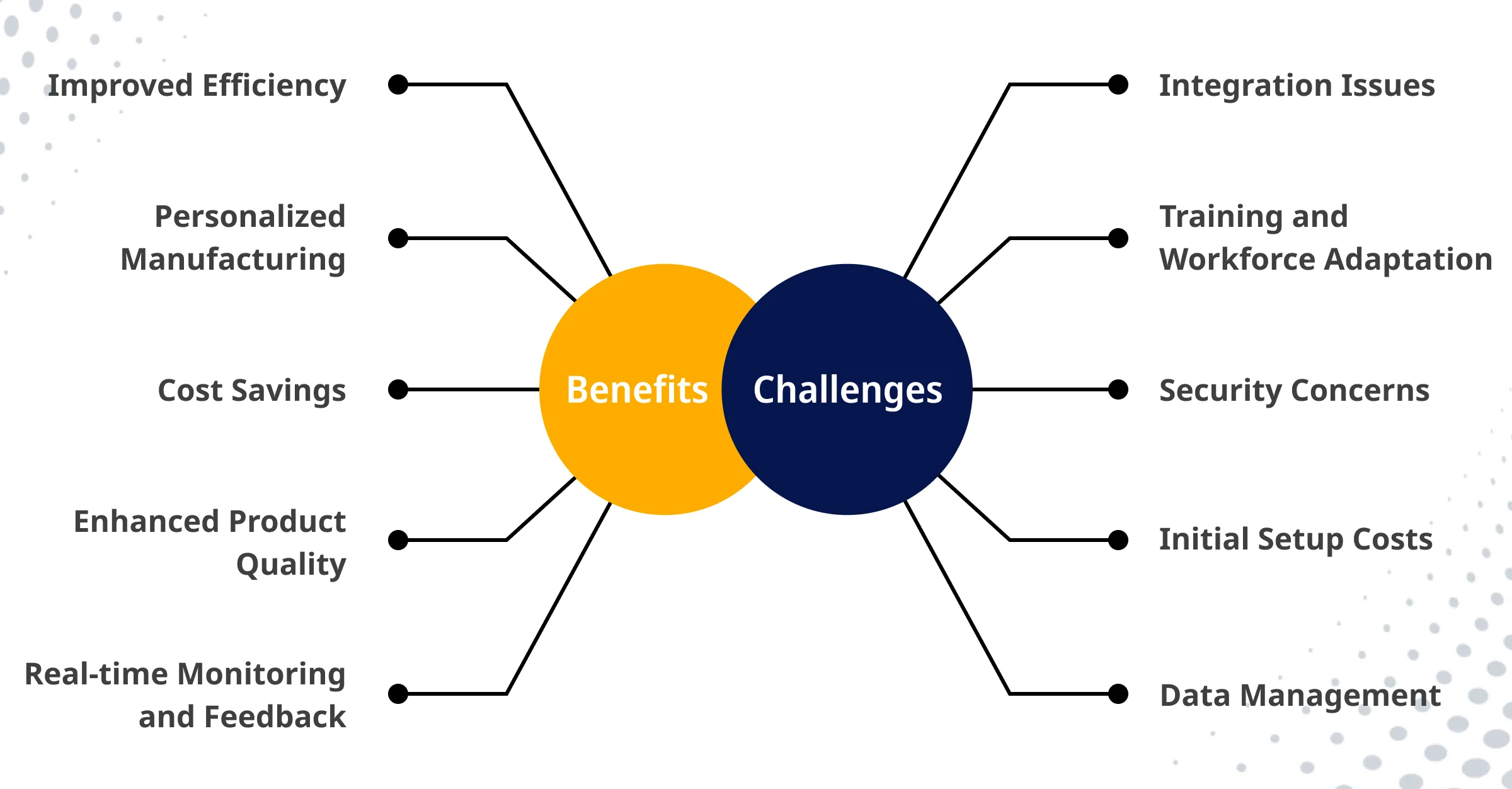
Benefits:
Improved Efficiency: Digital transformation services streamline manufacturing processes, reducing bottlenecks and optimizing resource utilization. This results in increased overall efficiency and productivity.
Personalized Manufacturing: With the power of IT, manufacturers can offer personalized products to customers. Each item can be customized to individual preferences, creating a deeper connection with consumers.
Cost Savings: The integration of IT can lead to substantial cost savings in various ways. Energy consumption can be optimized, waste can be minimized, and predictive maintenance can prevent costly breakdowns.
Enhanced Product Quality: Real-time monitoring and data analysis enable manufacturers to identify and rectify quality issues as they arise. This ensures that products meet high-quality standards consistently.
Real-time Monitoring and Feedback: Manufacturers gain the ability to monitor their processes in real-time, partnering with top digital transformation companies.
This allows for immediate interventions when issues occur and provides valuable data for continuous improvement.
We have been helping clients reap the full benefits of Industry 5.0 with advanced solutions.
Challenges:
Integration Issues: Incorporating IT solutions into existing manufacturing systems can be complex. Legacy equipment may not easily connect to newer technologies, requiring careful planning and implementation.
Security Concerns: The more connected a manufacturing system becomes, the more vulnerable it can be to cyber threats. Protecting sensitive manufacturing data and ensuring cybersecurity is a continuous challenge.
Training and Workforce Adaptation: Upskilling the existing workforce to operate, troubleshoot, and adapt to IT-driven systems is necessary. This can be a time-consuming and resource-intensive process.
Initial Setup Costs: While the benefits of digital transformation are substantial, the initial investment can be significant. Manufacturers need to carefully assess the return on investment and budget accordingly.
Data Management: The vast amount of data generated in a digital manufacturing environment needs to be managed efficiently. This includes data storage, processing, and ensuring data integrity.
It’s important to note that while the advantages of digital transformation in manufacturing are significant, we should recognize the challenges. Addressing these challenges is an integral part of the evolution.
Manufacturers who navigate these hurdles successfully are better positioned to reap the full benefits of Factory 5.0 and the digital revolution in manufacturing.
It’s a journey that requires careful planning, adaptability, and a commitment to embracing change in pursuit of greater efficiency and competitiveness.
Also read: Custom Software Development Challenges: Alleviate Risk With The Best Practices
Real-world Examples
Here are some real-world successful business examples that illustrate how Industry 5.0 and IT are transforming the manufacturing landscape:

Siemens AG:
- Industry: Industrial Automation and Manufacturing
- IT Integration: Siemens has heavily invested in digitalization and Industry 4.0 technologies. They use IoT sensors and data analytics to optimize production processes in real-time.
- Success Story: Siemens’ “Digital Twin” concept, which creates a digital replica of a physical system, the digital transformation in manufacturing has improved product development, reduced time-to-market, and increased efficiency.
General Electric (GE):
- Industry: Aerospace, Healthcare, Energy, and more.
- IT Integration: GE leverages IoT and data analytics to monitor and maintain critical machinery like aircraft engines and power turbines. Their Predix platform is a prime example of industrial IoT solutions.
- Success Story: GE’s “Brilliant Factory” initiative uses IT to enhance manufacturing processes. Integrating data analytics and automation has reduced downtime, improved product quality, and increased energy efficiency.
Ford Motor Company:
- Industry: Automotive Manufacturing
- IT Integration: Ford utilizes IoT sensors and big data analytics in its manufacturing plants. They track and analyze data from machines and assembly lines to improve production efficiency.
- Success Story: Ford’s IoT and IT solutions implementation results in significant cost savings and enhanced product quality. It’s a prime example of how IT is revolutionizing traditional manufacturing.
Boeing:
- Industry: Aerospace Manufacturing
- IT Integration: Boeing uses advanced digital tools and IT systems to design and manufacture aircraft. They employ augmented reality (AR) for assembly and maintenance tasks, reducing errors and improving efficiency.
- Success Story: Boeing’s IT-driven manufacturing processes have not only accelerated production but also contributed to higher safety standards and reduced maintenance costs.
Procter & Gamble (P&G):
- Industry: Consumer Goods Manufacturing
- IT Integration: P&G incorporates IT into its manufacturing processes, employing data analytics to optimize supply chain management and production planning.
- Success Story: P&G’s use of IT has resulted in better demand forecasting, reduced inventory costs, and improved overall efficiency in their manufacturing operations.
These real-world examples demonstrate the tangible benefits of digital consulting services and IT integration in manufacturing, as they have achieved improved efficiency, cost savings, product quality enhancements, and competitive advantages in their respective industries.
They inspire other manufacturers looking to embark on their Industry 5.0 journey and leverage IT for transformation.
The Future: What Lies Ahead
As we journey through the realm of digital transformation in manufacturing, we find ourselves at the threshold of an exciting future. What can we expect in the years to come?
Emerging Technologies:
- Quantum Computing: Quantum computing’s potential is vast. It promises to revolutionize complex simulations, optimization, and data analysis, offering new avenues for manufacturing innovation.
- Sustainable Manufacturing: With increasing environmental concerns, manufacturing is shifting towards sustainable practices. Sustainable materials, energy-efficient processes, and reduced waste will be at the forefront.
- 3D Printing: The widespread adoption of 3D printing will enable personalized and localized manufacturing, reducing lead times and enhancing product customization.
- Cyber-Physical Systems: These systems will continue to evolve, bringing together the digital and physical worlds. The seamless integration of machines, data, and humans will become even more pronounced.
- Global Supply Chain Resilience: Recent disruptions have highlighted the need for resilient supply chains. Manufacturers will invest in technologies and strategies to mitigate vulnerabilities.
Societal Implications:
- Job Opportunities: While automation and IT integration may change the nature of manufacturing jobs, they also create opportunities in IT support, data analysis, and system maintenance.
- Shifts in Workforce Skills: Manufacturers will seek employees with IT skills and adaptability. Training and upskilling will be ongoing priorities.
- Sustainability Concerns: Environmental sustainability will gain prominence. Manufacturers will adopt eco-friendly practices and consider the social impact of their operations.
The Inevitable IT Integration:
- Integrating IT into manufacturing processes will become the norm rather than the exception.
- Companies that embrace digital transformation will gain a competitive edge in the global market.
The future of digital transformation in manufacturing is one of boundless possibilities. It’s a future where technology continues to evolve, sustainability and resilience are paramount, and collaboration between humans and machines leads to unprecedented efficiency and customization.
Outweigh initial setup costs and bring long-term profitability.
Manufacturers who remain adaptable and proactive in embracing the changes will survive and thrive in this exciting new era.
The journey towards Industry 5.0 technology and beyond is an ongoing adventure, and those who embark on it with an open mind and a commitment to innovation are poised for success.
The future of manufacturing is bright, and it’s one where digital transformation continues to shape the landscape in remarkable ways.
Also read: Top 22 Digital Transformation Companies You Must Consult To Adapt Modern Tech
Parting Thoughts
In manufacturing, digital transformation is not a distant dream—it’s happening now.
Industry 5.0, driven by IT, redefines how we create, innovate, and thrive. The synergy between humans and technology is propelling us into a future of unprecedented efficiency, customization, and competitiveness.
Don’t miss the Industry 5.0 wave. Embrace the change, prepare your workforce, and invest in IT solutions.
The manufacturing landscape is evolving, and those who ride the digital transformation in manufacturing are the ones who will shape the future.
Ready to embark on your Industry 5.0 journey? Connect with ValueCoders today and unlock the potential of IT in manufacturing.
Stay ahead, stay innovative.